

As key fluid transportation and control equipment in the petroleum industry, pumps and valves play a critical role—from upstream exploration and production, to midstream storage and transportation, and downstream refining. Whether handling crude oil, refined products, clean water, wastewater, or even mud and other various media, all rely on specially designed pumps and valves.
The primary feature of pumps and valves in the petroleum industry is their ability to withstand extremely harsh operating conditions, which defines their 'special' nature:
1.High Pressure and High Pressure Differential
•Upstream Production: Valves on wellhead assemblies and Christmas trees must withstand wellhead pressures of thousands or even tens of thousands of psi.
•Water Injection Pumps: To enhance oil recovery, high-pressure pumps (such as plunger pumps) are used to inject water into reservoirs, generating immense pressure.
• High-Pressure Differential Control Valves: At pressure reduction stations or wellheads, valves must regulate extreme pressure differentials, posing significant challenges to the materials and structural design of valve trims and seats. Multi-stage pressure reduction structures are often employed.
2.High and Low Temperature Environments
•High Temperature: In refining processes such as catalytic cracking and hydrocracking, media temperatures can exceed 400℃, requiring special high-temperature resistant materials (e.g., alloy steel, stainless steel) and heat dissipation designs.
•Low Temperature: At LNG (liquefied natural gas) receiving terminals, media temperatures can drop as low as -162℃. Valves must use low-temperature stainless steel, nickel steel, and other materials, while preventing external icing that could impair operation.
3.Corrosion and Erosion
•Electrochemical Corrosion: Oil and gas media often contain corrosive components such as H₂S, CO₂, and brine, necessitating the use of corrosion-resistant materials like duplex stainless steel, Hastelloy, Monel, or non-metal linings (e.g., fluoroplastics).
•Erosive Wear: Crude oil and natural gas often contain solid particles such as sand and rock cuttings, causing severe erosion to pump impellers, casings, and valve sealing surfaces. Wear-resistant materials like tungsten carbide hard coatings are required.
4.Flammable and Explosive Nature
•Oil and gas media are inherently flammable and explosive. Therefore, all pump and valve equipment must comply with stringent explosion-proof standards. Actuators (e.g., electric, pneumatic) require explosion-proof certification to prevent spark generation.
Special Applications and Types of Pumps and Valves in Various Stages
Upstream (Exploration and Production)
1.Drilling Rigs:
•Mud Pumps: The 'heart' of drilling, these are ultra-high-power reciprocating piston pumps. They circulate drilling fluid (mud) to cool the drill bit, remove cuttings, and balance formation pressure. They are characterized by high pressure, large flow rates, and resistance to wear and corrosion.
•Blowout Preventer (BOP) Stack: This is a critical hydraulic safety valve system installed at the wellhead. In emergencies such as kicks or blowouts, it can quickly seal the wellhead, serving as the last line of defense against catastrophic incidents. Its operation requires immense hydraulic force.
2.Christmas Tree (Production Tree):
•This is an assembly of valves installed at the wellhead, including master valves, safety valves, and choke valves. They control production, regulate flow and pressure, and allow for testing and injection operations. The materials must withstand full wellhead pressure and environmental corrosion.
3.Water/Polymer Injection Pumps:
•To enhance oil recovery, water or polymer solutions are injected into reservoirs. High-pressure reciprocating plunger pumps or multi-stage centrifugal pumps are commonly used, requiring high pressure, high reliability, and corrosion resistance.
Midstream (Transportation and Storage)
1.Oil Transfer Pumps:
•Pipeline Main Oil Pumps: Typically multi-stage centrifugal pumps or double-suction centrifugal pumps with enormous power, providing the driving force for long-distance crude oil transportation in pipelines. They demand extremely high efficiency (to save energy) and continuous operational reliability.
•Loading/Unloading Pumps: Used for ship loading/unloading and tank farm transfers, featuring large flow rates and relatively low head.
2.Pipeline Valves:
•Ball Valves: The main valve type for long-distance pipelines. Their full-bore design minimizes resistance, offers excellent sealing, and reliably achieves full open/close operation. They must include emergency shutdown functionality to automatically close quickly in the event of a pipeline rupture.
•Plug Valves: Also commonly used in pipelines.
•Control Valves: Used for precise regulation of pipeline pressure and flow.
•Safety Relief Valves: Automatically open to release pressure when pipeline pressure exceeds set values, protecting pipeline safety.
Downstream (Refining and Processing)
Refineries are the most intensive and complex areas for pumps and valves, with diverse media and varying operating conditions.
1.Feed Pumps, Bottom Pumps, Reflux Pumps:
•Examples include the crude feed pump in atmospheric vacuum distillation units and the slurry oil pump in catalytic cracking units. These pumps often handle media that are high-temperature, high-viscosity, and contain catalyst particles, demanding high temperature resistance, wear resistance, and sealing performance. High-temperature centrifugal pumps or screw pumps are commonly used.
2.Special Valves:
•Catalytic Cracking Slide Valves: A special type of butterfly valve or gate valve used to precisely control the circulation of catalyst particles, operating in extremely high temperatures (~700℃) and erosive environments.
•Hydroprocessing High-Pressure Valves: Operate under very high pressures (up to 200 bar or more) and high temperatures, presenting extreme challenges to materials and sealing structures.
•Cryogenic Valves: Used in air separation and LNG facilities for ultra-low temperature applications.
•Steam Traps: Used in steam pipeline systems to automatically remove condensate, crucial for energy conservation.
Key Special Technical Requirements
1.Zero-Leakage Sealing:
•For handling flammable, explosive, or toxic media (e.g., H₂S), the sealing performance of valves is critical. Zero leakage is often required, achieved through metal hard seals or high-performance soft seals (e.g., PTFE, graphite).
•Shaft Sealing for Pumps is equally critical. Beyond traditional packing seals, mechanical seals (single, double, with flush systems) have become standard. For extreme conditions, dry gas seals are even employed.
2.Corrosion and Erosion-Resistant Materials:
•Material selection is central to the design of pumps and valves in the petroleum industry. Based on media composition, temperature, and pressure, materials are precisely chosen—from carbon steel and stainless steel to various high-grade alloys.
3.Fire Safety:
•Fire-Safe Valves: In the event of a fire, external elastomeric components (e.g., O-rings) may burn away. Fire-safe design ensures that the valve can maintain a seal for a certain period through metal-to-metal contact under high temperatures, preventing major leakage and buying time for firefighting.
4.Automation and Remote Control:
•Petroleum facilities (especially offshore platforms and remote pipelines) widely adopt automated control. Pumps and valves are typically equipped with electric, hydraulic, or pneumatic actuators and integrated into central control systems for remote operation, emergency shutdown, and status monitoring.
Summary
Pumps and valves in the petroleum industry are far from simple pipeline components; they are core equipment ensuring the safe, efficient, and environmentally friendly operation of the entire energy supply chain. Their specificity is reflected in:
•Special designs and materials born to cope with extreme conditions (high pressure, high temperature, corrosion, erosion).
•Exceptionally high reliability and safety requirements, particularly for fire prevention, explosion-proofing, and emergency shutdown functions.
•High levels of automation and intelligence, deeply integrated with modern control systems.
These special requirements also drive continuous advancements in pump and valve technology, making it a field where mechanical manufacturing, materials science, and automation technology highly converge.
Our Key Benefits
1.Professional Expertise
We are a Leading Chinese Supplier of High-Quality Pumping Products and Integrated System Solutions for over 25 Years.
Leveraging our industry experience in fluid solutions and deep system product expertise, we are equipped to scientifically identify the most efficient, low-energy, and cost-effective products for your needs.
2.Customized Services
Given the highly demanding conditions in the petroleum industry, pumps and valves must meet exceptionally high standards. Most applications require bespoke design and customized manufacturing.
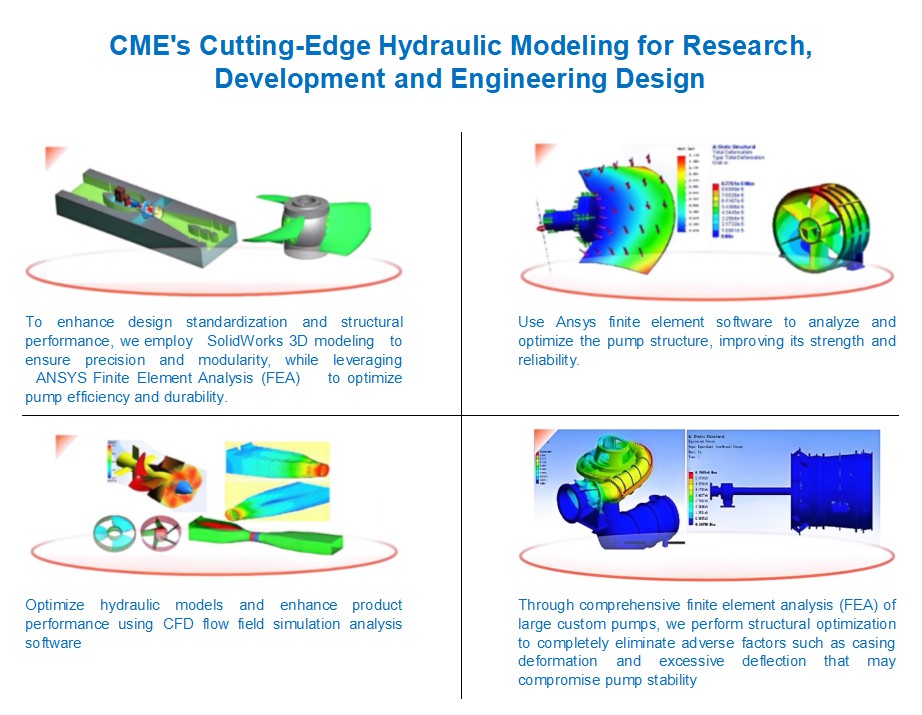
We employ scientific hydraulic modeling technology to design products for each unique requirement. This enables us to precisely tailor each product to fully match the performance criteria of different field applications while maximizing output efficiency.
Our customized product solutions offers specialized engineering solutions tailored to unique working conditions, medium characteristics, or system integration requirements. It covers in-depth adaptation of design, materials, dimensions, and functionality, with deep optimization in hydraulic design, materials science, and intelligent control.
In addition, we also provide the skid-mounted modular crew solutions such as pump packages, diesel generator sets, and air compressor units.
3.One-Stop Procurement
Through nearly 30 years of accumulation and effort, we have built an extensive and reliable supply chain network for fluid system supporting products in China, covering almost across all Tier 1 and Tier 2 brands. By Leveraging our strategic alliances and bulk centralized procurement advantages, we provide products of the same quality and brand at prices lower than factory wholesale rates, enabling you to maximize your profitability. and enhance your competitiveness in project bidding.
Furthermore, our extensive portfolio of brands and products allows us to tailor solutions, significantly boosting your competitive edge in bids.
4.Reliable Quality Control
All our partner factories are Tier 1 and Tier 2 branded manufacturers as well as publicly listed companies in China, equipped with the most comprehensive and advanced digital production workshops and processing equipment.
We will rigorously ensure the quality of every product on your behalf, or support quality inspections by your designated third-party inspectors, saving you the time and expenses associated with international travel and frequent commutes between different factories. Our professional team provides strict quality control and detailed reports—from initial inspections to final pre-shipment checks.
5.End-to-End Efficient Solutions
We provide comprehensive, premium one-stop services, encompassing technical support, procurement, quality control, logistics, and export documentation.
Additionally, our company manages all after-sales processes by liaising directly with each manufacturer on your behalf, eliminating the need for you to coordinate with multiple suppliers. Furthermore, to account for international transit times, we offer an extended warranty period of 6 months beyond the standard factory warranty.









 WhatsApp
WhatsApp E-mail
E-mail

