

In the fields of industrial production and fluid transport, pumps are hailed as the 'heart of industry.' However, this 'heart' is often silently eroded by a phenomenon known as cavitation. Cavitation not only significantly degrades pump performance but can also cause severe vibration, noise, and even permanent damage to critical components. Understanding the nature of cavitation, identifying its signs, and implementing effective prevention and control measures are crucial for ensuring long-term stable equipment operation and reducing maintenance costs.

1. The Nature of Cavitation: When Liquid 'Boils' Inside the Pump
Cavitation is not simple physical wear but a complex process involving phase change, impact, and chemical corrosion. Its core mechanism lies in liquid vaporization induced by local low pressure.
During pump operation, a sudden increase in flow velocity at local areas such as the impeller inlet or flow channels causes a corresponding sharp drop in static fluid pressure according to Bernoulli's principle. When the pressure at such a location falls below the saturated vapor pressure of the liquid at its current temperature, part of the liquid instantly vaporizes, generating countless tiny vapor bubbles (cavities). These bubbles are carried by the fluid to high-pressure zones where the external pressure quickly exceeds the saturated vapor pressure, causing the bubbles to collapse and implode within an extremely short time (on the microsecond scale).
The moment a bubble collapses generates an astonishing impact at the microscopic level—research indicates that the resulting microjet can reach speeds of hundreds of meters per second, with peak shock pressures reaching hundreds or even thousands of megapascals. This high-frequency, high-energy microscopic hydraulic shock, continuously acting on the surfaces of wetted components (such as the impeller, guide vanes, and volute), is the root cause of damage.
2. The 'Destructive Symphony' of Cavitation: Symptoms and Hazards
The occurrence of cavitation creates a distinctive 'symphony of destruction,' with signs that operators can use for early identification:
1.) Performance Degradation: This is the earliest warning sign. There is a noticeable decline in pump flow rate, head (pressure), and efficiency. The characteristic curve (especially the head-flow curve) becomes unstable and may even show a 'break' in severe cases.
2.) Noise and Vibration: The pump body and piping emit a characteristic crackling and hissing sound, as if gravel were mixed into the fluid. Simultaneously, the unit experiences abnormal high-frequency vibration, damaging mechanical seals and bearings.
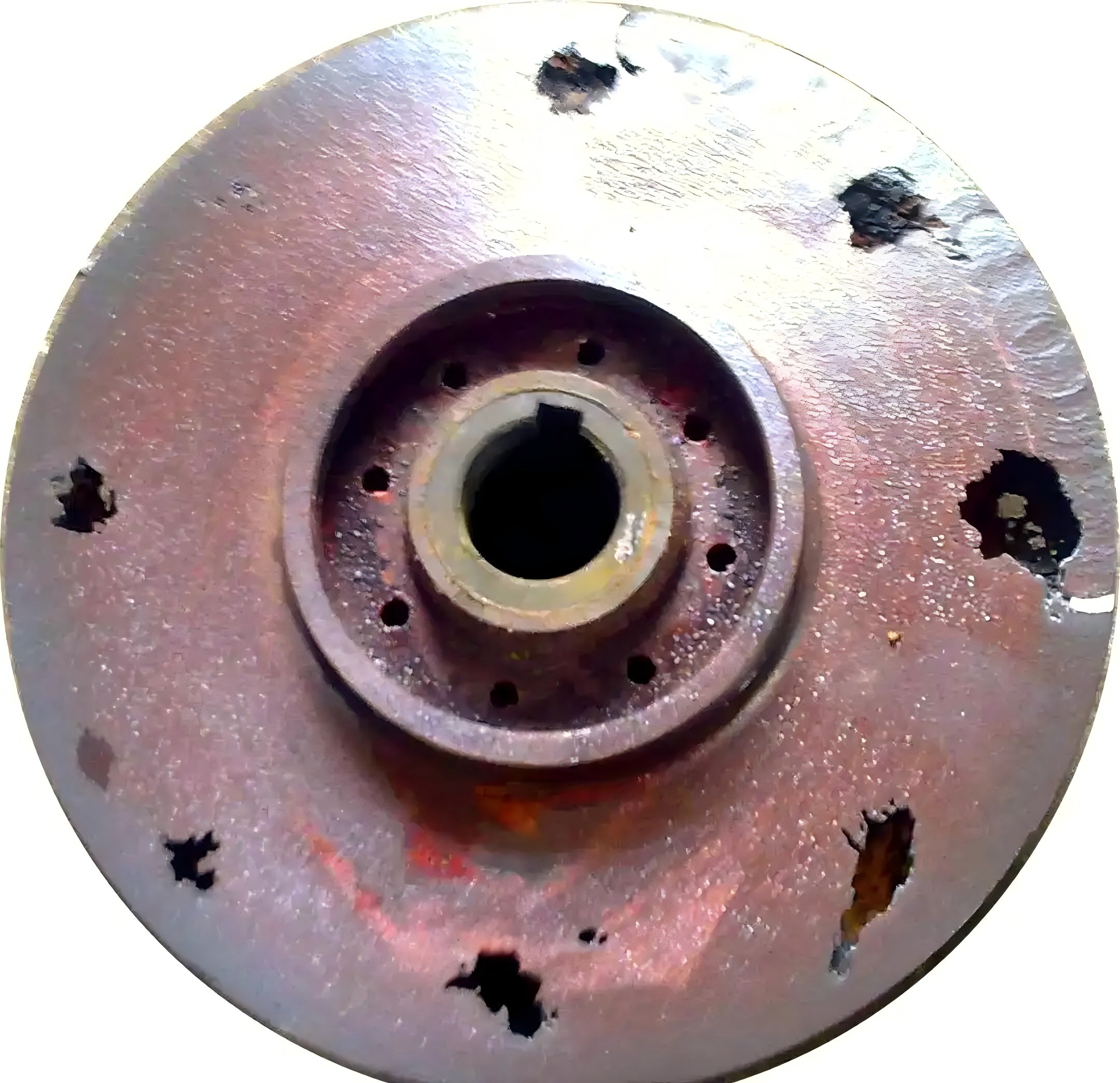
3.) Material Damage: This is the most direct physical harm. Under the repeated impact of collapsing bubbles, the metal surface of wetted components suffers fatigue spalling, forming distinctive spongy or honeycomb-shaped pits (commonly referred to as 'cavitation damage'). In corrosive media, the exposed fresh metal, stripped of its protective layer, accelerates electrochemical corrosion, leading to combined 'cavitation-corrosion' damage.
4.) Induced Secondary Failures: Persistent vibration can lead to seal failure, bearing damage, bolt loosening, and even pipeline resonance, threatening the safety of the entire system.
3. Exposing the 'Breeding Ground' of Cavitation: Main Contributing Factors
The occurrence of cavitation is not accidental; it is typically caused by a combination of the following key factors:
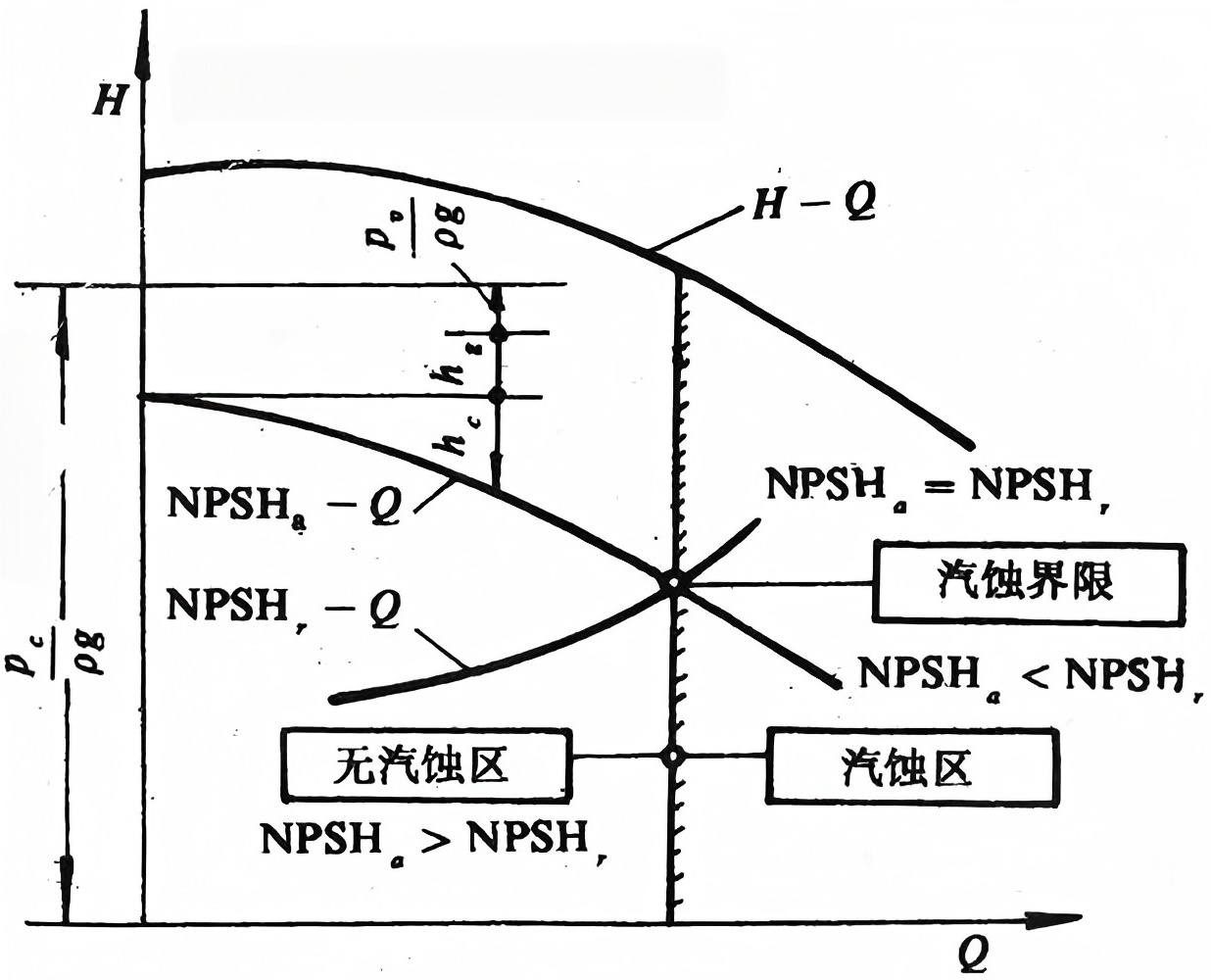
1.) Insufficient Net Positive Suction Head Available (NPSHa): This is the most fundamental cause. NPSHa is the excess energy the liquid possesses at the pump inlet over its vaporization pressure. It is determined by the installation geometric height, inlet piping friction losses, liquid vapor pressure, and system pressure. Cavitation is inevitable when the NPSHa provided by the system is less than the pump's required Net Positive Suction Head (NPSHr).
2.) Improper Pump Selection or Operating Conditions:
The pump operating point is far from its Best Efficiency Point (BEP), running for extended periods at excessively high or low flow rates.
The temperature of the pumped liquid rises unexpectedly, causing a sharp increase in its saturated vapor pressure.
Unnecessarily increasing the pump speed, raising the NPSHr requirement.
3.) Medium and Design Factors: Pumping easily vaporizable media (e.g., liquefied gases, hot water); or poor hydraulic design of the pump's suction flow path (e.g., impeller inlet), causing locally high flow velocities and low pressures.
4. Building the Defense Line: Strategies for Preventing and Addressing Cavitation
Preventing and controlling cavitation is a systematic project requiring a comprehensive approach from design and installation to operation and maintenance:
1.) Design, Selection, and Installation Stage (Fundamental Solutions)
Ensure NPSHa > NPSHr + Safety Margin: This is the golden rule. Typically, NPSHa should exceed NPSHr by at least 0.5-1.0 meters, with larger margins required for critical or large pumps.
Determine Installation Height Reasonably: For suction lift conditions, minimize the pump installation height as much as possible (increase the static head). For flooded suction conditions, ensure sufficient net positive suction head.
Optimize Suction Piping Design: Use large-diameter, short, straight suction piping with minimal elbows and low friction losses. Avoid placing valves and elbows too close to the pump inlet.
Select Pumps with Good Cavitation Resistance: Examples include using double-suction impellers (reducing inlet velocity), induction vanes (pre-pressurization), or selecting pump models with lower NPSHr values.
2.) Operation and Control Stage (Critical Control)
Operate Strictly Within the Recommended Range: Avoid prolonged operation at very low or very high flow rates. Installing a recirculation line can ensure the minimum required flow.
Monitoring and Adjustment: Closely monitor inlet pressure and liquid temperature. For variable flow requirements, prioritize using variable frequency drive (VFD) speed control to adjust flow, as this improves cavitation conditions better than throttling the inlet valve.
Stabilize System Pressure: Maintain a stable suction reservoir level to avoid pressure fluctuations caused by sudden level drops or operations of upstream equipment.
3.) Materials and Maintenance Stage (Damage Control)
Use Cavitation-Resistant Materials: Employ materials with high hardness, good toughness, and high fatigue strength for parts prone to cavitation (e.g., impellers), such as stainless steel (304/316), duplex steel, cobalt-based alloys, or apply surface hardening treatments (e.g., nitriding, laser cladding).
Regular Inspection and Repair: Utilize shutdown opportunities to inspect impellers, volutes, and other areas for pitting. Minor damage can be smoothed out by grinding; severe cases require repair by welding overlays or replacement.
Inject High-Pressure Gas or Use a Booster Pump: For extreme conditions, injecting a small amount of high-pressure gas into the low-pressure zone can suppress bubble formation, or a low-speed booster pump can be used as a pre-pump.
5. Advanced Perspectives: Intelligent Monitoring and Future Trends
With the development of Industry 4.0, cavitation prevention is becoming more intelligent and proactive. Predictive maintenance systems based on high-frequency vibration analysis, acoustic emission (AE) monitoring, and artificial intelligence algorithms can capture the characteristic signals of cavitation in its early stages. They provide warnings before significant performance degradation or material damage occurs, enabling a shift from 'reactive repair' to 'proactive health management.'
Conclusion
Cavitation, this 'invisible destroyer' lurking within pumps, poses a threat that cannot be underestimated. It is essentially a physical contest between pressure and phase change. By deeply understanding its principles, keenly identifying its early symptoms, and establishing rigorous defenses at every stage—system design, equipment selection, operation, and maintenance strategies—we are fully capable of taming this 'pump killer.' This ensures the industrial heart continues to beat consistently, powerfully, and smoothly, safeguarding the reliability and efficiency of production processes. In engineering practice, maintaining respect for cavitation and implementing meticulous management are essential professional qualities for every equipment engineer and technician.









 WhatsApp
WhatsApp E-mail
E-mail

